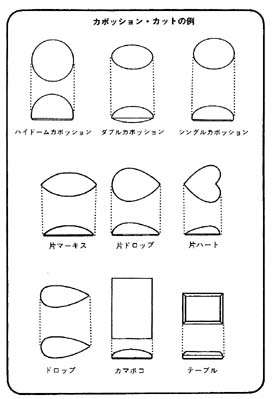
●カボッションカットの手順●

○原石を両手で持ち、静かに押しながら、まっ直ぐ切断する。
○切断に際して、石の厚さは作品の大きさによっても異なってくる。作品の直径が5〜8ミリの場合は厚さ4ミリ。作品が15ミリ位のものだと厚さは6ミリ位。それ以上のものだと厚さ8〜10ミリ位に切る。
○切り口に注水しながらスラビングする。
○スラビングした原石板上にテンプレートでサイズ、形を線引き(石取り)する。
○マーキングは鉛筆、アルミ棒を利用する。
○4〜6インチのダイヤモンド回転刃を使用する。
○マーキングした線の外側の不用な部分を切断する。この際の留意点としては、線の内側を切断しないこと。
○切り口に注水しながらトリミングする。切削液を50〜100倍の水にうすめて切断すると、ダイヤモンド回転刃の切れがよくなる。また刃の寿命も伸びる。
○不用な部分も効率よく生かす。特に高価な石ほど有効に使う。
○GC砥石の120、220番手を使用する。
○石の角を削り取る。
○水を注ぎながらグラインディングを行う。
○パーツのサイズより小さく削りすぎないように注意する。
○GC砥石の側面を利用して研磨することもできる。
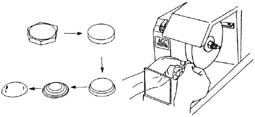
○石が小さい場合はドッピングをする。
1)石の角を削り円柱状にする。
2)石の上部を徐々に削り取る。
3)なだらかな丘状にする。
4)全体を均等な丘状になるよう整える。

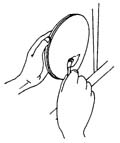
○耐水ペーパーでサンディングする時は、裏面にペーパーボンドを塗り固定させる。耐水ペーパーは、240、400、600、800、1200番手を順次切り替えながらサンディングを行う。取り替える時に、前の砥石の削りキズがないようにする。点検の方法は、手の甲に石を乗せ、光をあてて調べる。なお、400番手までの段階で形のゆがみや凸凹を完全に修正しておかねばならない。
○ドッピングしてサンディングを行うのが一般的だが、大きなサイズの石は、そのままサンデシングを行ってもよい。
○研磨機を横にしてサンデイングしてもよい。
○回転速度は中速で行う。
○注水しながらサンディングを行う。
○中研磨である程度艶は出るが、さらに光沢を出すためにポリッシングを行う。
○研磨機の内部に付着している汚れを水で洗い、きれいに拭き取る。
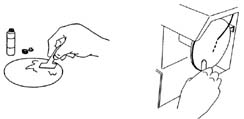
○研磨剤(コンポル)を水で溶き、その溶液をポリッシング板にハケで塗る。
○ポリッシング板を研磨機に装着し、石をゆっくり回転させながら押し付けてポリッシングを行う。その際、あまり強く石を押し付けないようにする。
○研磨剤が乾いてきたら再度塗り足す。
○磨きムラがないか、光を当ててよく見る。
○石を落としたら水で洗い、汚れの付いていない布で拭くようにする。